Kanthal® APMT 建築材料は、酸化および還元雰囲気における1250°C (2280°F)までの連続使用で推奨される、粉末冶金で分散強化された先進的なフェライト系鉄・クロム・アルミ合金(FeCrAlMo合金)です。
Kanthal® APMTには、高いクリープ強度と優れた形状安定性が備わっています。 Kanthal® APMTは、高温にさらされたときにスケールのないAl2O3保護表面酸化物を形成し、炉が稼働している環境と燃焼環境のほとんどで、酸化、硫化、浸炭や、コークス、灰などの堆積物の侵食に対して、優れた保護を提供します。優れた酸化特性と形状安定性が組み合わったこの合金の独特です。 酸化と浸炭に対する優れた耐性により、Kanthal® APMTはさまざまな雰囲気における高温の建築用途に非常に適しています。
用途
- 電気式ラジアントチューブおよびガス式加熱用の放熱管
- 粉末冶金部品の熱処理および高温焼結用のレトルトとマッフル
- シールドチューブ
- バーナー部品、ノズル、火災検出器
- 荷台やバスケットなどの荷重キャリア
- 炉内部品、および炉の建設用部品
- 石炭、ガス、バイオ燃料燃焼型発電所内の非冷却部品
- 発電所や高温石油化学プロセス内の熱電対保護管
特に記載がないかぎり、値と図は納入時のすべての製品形態を代表しています。 ポンド・ヤード単位の値はSI単位で実施された試験から補間されたものです。
納入の形態
| 形態 | 寸法(mm) | 寸法(インチ) | |
| プレート | 幅 | ≤ 1500 | ≤ 47.24 |
| 厚さ | 3~20 | 0.12~0.79 | |
| 長さ | ≤3300 | ≤ 118.44 | |
| 押出チューブ | 外径 | 26~260 | 1.05~10.24 |
| 肉厚 | 2.87~11.0 | 0.11~0.43 | |
| 長さ** | 3000~13000 | 118.11~511.81 | |
| 冷間圧延帯* | 幅 | ≤ 205 | ≤ 8.07 |
| 厚さ | 0.2~3 | 0.01~0.12 | |
| ワイヤー | Ø | 0.2~9.5 | 0.01~0.37 |
| ロッド | Ø | 5.5~12 | 0.22~0.47 |
| 丸棒 | Ø | ≤ 100 | ≤ 3.94 |
| 長さ | ≤ 4500 | ≤ 177.17 | |
| 鍛造ブランク | 幅 | ≤ 500 | ≤ 19.69 |
| 厚さ | 35~170 | 1.38~6.69 | |
| 長さ** | ≤ 3000 | ≤ 118.11 | |
| 四角棒 | ф | ≤ 150 | ≤ 5.91 |
| 長さ | ≤ 4500 | ≤ 177.17 |
リクエストに応じてその他のサイズや形状も検討できます
*)冷間圧延帯は長さに合わせてカット済みの製品として納入できます
**)長さは断面によって異なります
化学組成
| C % | Si % | Mn % | Mo % | Cr % | Al % | Fe % | |
|---|---|---|---|---|---|---|---|
| 組成式 | 3.0 | 21.0 | 5.0 | バランス | |||
| 最小 | - | - | - | 20.5 | - | ||
| 最大 | 0.08 | 0.7 | 0.4 | 23.5 | - |
微細構造
納入状態で一般的な粒子サイズが30~50 mmのフェライト系構造です。 一般的に、粒子はワイヤーとバーでは長さ方向に伸び、平面製品では面状に広がります。 1000°Cを超える温度への露出後、一部の製品の形状は二次再結晶の影響を受け、一般的に粒子は長さや幅が数百µmの長いまたは平面の形状になります。
 |
 |
|
| 8 mmの熱間圧延プレートからの、磨かれてエッチング加工された顕微鏡写真(納入状態) | TEMセクションは、粒子の境界と分散を示しています |
物理特性
| 密度、単位: g/cm3 | 7.25 |
|---|---|
| 20°Cでの電気的抵抗値、単位: Ω mm2/m | 1.40 |
| ポアソン比 | 0.30 |
| 温度、°C | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1300 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Ct |
1.00 | 1.00 | 1.01 | 1.01 | 1.01 | 1.02 | 1.02 | 1.02 | 1.03 | 1.03 | 1.03 | 1.03 | 1.04 |
ヤング係数
| 温度、単位: °C [GPa] |
20 | 100 | 200 | 400 | 600 | 800 | 1000 |
| 220 | 210 | 205 | 190 | 170 | 150 | 130 |
熱伝導率
|
温度、単位: °C |
熱伝導率 |
温度(°F) |
熱伝導率 |
|
50 600 800 1000 1200 |
11 21 23 27 29 |
1200 1400 1600 1800 2000 2200 |
12.5 13 14 15.5 16 17 |
熱膨張係数
|
温度、単位: °C |
熱膨張(x10-6) (°C-1) |
温度(°F) |
熱膨張(x10-6) (°F-1) |
|
20~250 20~500 20~750 20~1000 20~1250 |
12.4 13.1 13.6 14.7 15.4 |
68~400 68~600 68~800 68~1000 68~1200 68~1400 68~1600 68~1800 68~2000 68~2200 |
6.8 7.0 7.2 7.3 7.4 7.6 7.9 8.1 8.4 8.6 |
比熱容量
|
温度、単位: °C |
比熱容量 |
温度(°F) |
比熱容量 |
|
20 200 400 600 800 1000 1200 |
480 560 640 710 670 690 700 |
68 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 |
0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.16 0.16 0.16 0.17 0.17 |
| 融点 | 1500°C (2732°F) |
|---|---|
| 磁気特性 | 強磁性、キュリー点は約600°C (1112°F) |
| 放射率 - 完全に酸化した材料 Ɛ | 0.70 |
機械的特性
室温20°C (68°F)における引張特性
| 耐力 Rp0.2 MPa (ksi) |
引張強度 Rm MPa (ksi) |
エロンゲーション A % |
硬度 Hv |
|---|---|---|---|
| 510~600 (74~87) | 725~780 (105~113) | 通常10〜15 | 250 |
注: 一般的に、断面積が大きい材料は、高い引張強度と低い永久伸び率を持っています
高温時における機械的特性
すべての値は納入状態における平均値です。 チューブでは長手方向に、熱間圧延プレートでは長さおよび横方向にサンプル採取しました。
衝撃試験
グラフは、加熱時のシャルピーV試験の結果を示しています。 標準サンプルは12 mmの熱間圧延プレートから機械加工されました。 低吸収エネルギー型から高吸収エネルギー型への移行が約200°C (390°F)で発生しています。 同様の動作は、押出チューブなどの比較的重い部分にある別の製品形態でも存在します。

|
温度、単位: °C (°F) |
引張強度 Rm MPa (ksi) |
|---|---|
| 600 (1112) | 420 (61) |
| 800 (1472) | 120 (17) |
| 1000 (1832) | 42 (6) |
| 1200 (2192) |
16 (2.3) |
高温時引張試験 - グリーブル試験(変形速度1 s-1)


| 時間 | 温度/応力(MPa) | ||||||
|---|---|---|---|---|---|---|---|
| 時間 | 700°C | 800°C | 900°C | 1000°C | 1100°C | 1200°C | 1300°C |
| 100 | 39.9 | 26.2 | 19.7 | 12.7 | 7.0 | 3.4 | 2.1 |
| 1000 | 36.8 | 23.4 | 16.2 | 9.9 | 5.0 | 2.3 | 1.5 |
| 10000 | 34.0 | 21.0 | 13.2 | 7.8 | 3.6 | 1.6 | 1.2 |
| 100000 | 31.4 | 18.8 | 10.8 | 6.1 | 2.6 | 1.1 | 0.9 |
1%永久伸び率データは、最小ひずみ速度データから計算されています。 一般に、製品の形態、温度、応力レベルに応じて、ほぼ0,3~1%程度の初期量の一次クリープが発生します。 破断に至る合計永久伸び率は温度と応力によって異なりますが、一般的にはほぼ3~12%程度です(低い範囲は低い応力レベルでの値を表します)。
| 時間 | 温度/応力(MPa) | ||||||
|---|---|---|---|---|---|---|---|
| 時間 | 700°C | 800°C | 900°C | 1000°C | 1100°C | 1200°C | 1300°C |
| 100 | 45.0 | 29.2 | 21.6 | 14.4 | 8.7 | 4.6 | 2.7 |
| 1000 | 39.7 | 24.8 | 17.0 | 10.8 | 5.5 | 2.5 | 1.5 |
| 10000 | 35.0 | 21.1 | 13.4 | 8.1 | 3.5 | 1.4 | 0.9 |
| 100000 | 30.8 | 18.0 | 10.6 | 6.1 | 2.3 | 0.8 | 0.5 |
クリープラプチャーのデータは、図で実線の長さで示されている時間(テスト時間は50,000時間未満)および温度範囲内で実施されたクリープ試験に基づく、チューブ、バー、熱間圧延プレートでの平均値を表しています。 表の斜線部分で示されているように、低い応力レベルと長い露出時間では、薄い部分の部品の寿命はクリープ破断よりも酸化/腐食によって制限される場合があります。 図では、他のいくつかの合金と比較した際の10,000時間の破断データが示されています。

クリープラプチャー応力

ラーソンミラー図

二次クリープ速度

耐腐食性
高温酸化・腐食特性
Kanthal® APMTは、母材を腐食から保護する酸化アルミニウム(Al2O3)の酸化被膜が自然に形成されるため、高温下での優れた腐食特性を有します。 このスケールの最も重要な特性を下に要約します。
- 熱力学的に安定 – 露点が非常に低い保護雰囲気でも形成されます
- 不活性 – いったん形成されると、化学反応に関して非常に安定します
- 高密度 – 炭素拡散と汚染物質の侵入に対する非常に効果的なバリアを形成します
- 薄い – 非常に少ない量のアルミニウムによってスケールが形成および維持されるため、酸化期間が非常に長くなります
- 固着性 – 加熱サイクル中のスポレーションに対する耐性を持ちます
酸化特性
Kanthal® APMTの耐酸化性は、アルミナ保護により、Niベースで高度に合金化されたオーステナイト系クロミア形成合金より優れています。 スケールの剥離が少ないほか、アルミナはクロミアとは対照的に、湿った雰囲気で揮発物に対して反応しにくい特性があります。
Kanthal® APMTは、大気中で使用される場合が多いですが、ほとんどの酸化ガスおよび還元ガスで最大1250°C (2280°F)までの使用が可能です。これはクロミア皮膜を形成する最高グレードの合金より約100°C (180°F)高い環境での使用が可能という意味です。 短期間であれば、多くの場合最大1300°C (2372°F)まで使用が可能です。
露点が-25℃(-13°F)以上であれば、乾燥したN2やH2/N2雰囲気に対しても優れた耐性があります。 水蒸気量がこれより低いと、この合金は特定の状況で窒化の影響を受ける可能性があります。
下の図は、1100°Cの空気内で断続的に酸化が発生する際の質量変化を示しています。 最初の期間の後、サイクル時間は約100時間でした。 Kanthal® APMTは劣放物線状の重量増加を示していますが、Fe25Cr35Ni合金の酸化物スケールは24時間もしないうちに剥がれ落ち始めています。

酸化物の制限寿命
酸化物の制限寿命は、合金内でAlが徐々に消費される量によって決まります。 アルミナの保護スケールは、高温の時間が長くなってAlのレベルが1~3 wt% (温度と加熱サイクルに依存)に達すると壊れます。 相対的な酸化物寿命はASTM B78-81に従って見積もることができます。 この試験はØ 0.7 mmのワイヤーに対して実施され、結果はKanthal ® APMTとその他の耐熱合金との図で示されています。

浸炭特性
アルミナの保護スケールが形成されるKanthal® APMTは、クロミア形成合金と比較して浸炭に対する優れた耐食性を持っています。
下の図では、浸炭の平均的な深さが試験中の材料損失の合計に基づいて計算されています。

熱処理
予備酸化
予備酸化の結果、腐食環境での露出に適した約1 µmの厚さのアルミナ保護層が生成されます。 加熱前に、保護酸化物に悪影響を及ぼすおそれがある汚れ、破片、油などを表面から除去する必要があります。 推奨される予備酸化条件は1050°Cの温度で8時間です。 冷却速度: 50°C/hの速度で500°Cまで下がった後は空冷になります。 ファンや圧縮空気などを使用して強制冷却することはお勧めしません。
応力除去
応力除去は、追加の成形処理の後に行うことができ、溶接後に行う必要があります。 推奨パラメーターは、熱が材料の厚さ全体に浸透するのに必要な時間に加えて、空気中850°で1時間です。 冷却速度: 100°C/hの速度で500°Cまで下がった後は空冷になります。 ファンや圧縮空気などを使用して強制冷却することはお勧めしません。
製造
Kanthal® APMTは室温で成形できますが、室温での衝撃強度が比較的低いため、250°C (480°F)以上に予熱して塑性変形を行うことをお勧めします。
端の部分で半径をつけて曲げる場合、V字形に曲げるときと比べて局所的な応力が小さくなるため、前者をお勧めします。 プレートと帯材の場合、端の曲げ半径Rmin ≥3tをお勧めしますが、t ≤ 5 mmのプレートでは通常、Rmin ≥2tが可能です。
チューブの場合、875°Cまで加熱して誘導加熱曲げを行うことをお勧めします。 一般的に、曲げプロセスの後に応力緩和熱処理は不要です。 最小の曲げ半径は、壁の厚さの許容変化を± 10 %として、次の式で計算できます。
Rmin = 3 O.D.
O.D.はチューブの外径であり、曲げ半径はチューブの中心線を基準として定義されます。
切削と機械加工
Kanthal APMTの切削には、ウォータージェット切断をお勧めします。 大容量の冷却機能を備えた低速ソーカッターも使用できます。
Kanthal® APMTの機械加工は、鍛造または圧延されたフェライト系ステンレス鋼と同等です。 ただし、削り速度は通常、標準鋼種と比べて小さくする必要があります。 工具の温度を制御するため、最適化の開始点を約半分にすることをお勧めします。 ほとんどの機械加工操作では、標準的な乳剤ベースの冷却剤を使用できます。 例外はガンによる掘削操作で、その場合はニートオイルによって工具の摩耗を少なくできます。
連結
推奨事項は参考用のものであり、実際の使用条件がわかっている場合にのみ、特定用途向け材料の適合性を確認することができます。 継続的な開発により、予告なしに溶接技術データの変更が必要となる可能性があります。
APMTの連結に最も一般的に使用される方法は、従来のTIG/GTAW溶接です。 リベット接合やねじ切りなど、代替の連結方法は試験済みであり、特定の用途で役立つ場合があります。これらの方法には、強化のための粒子分散が損なわれないという利点があります。
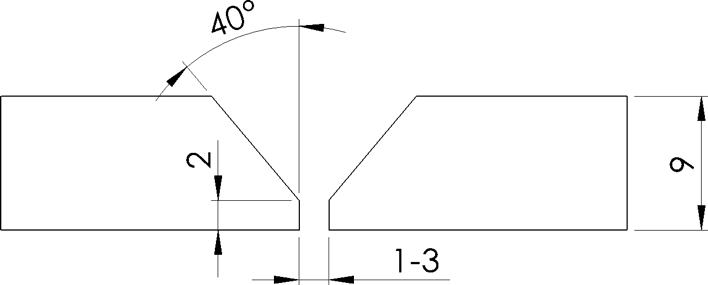
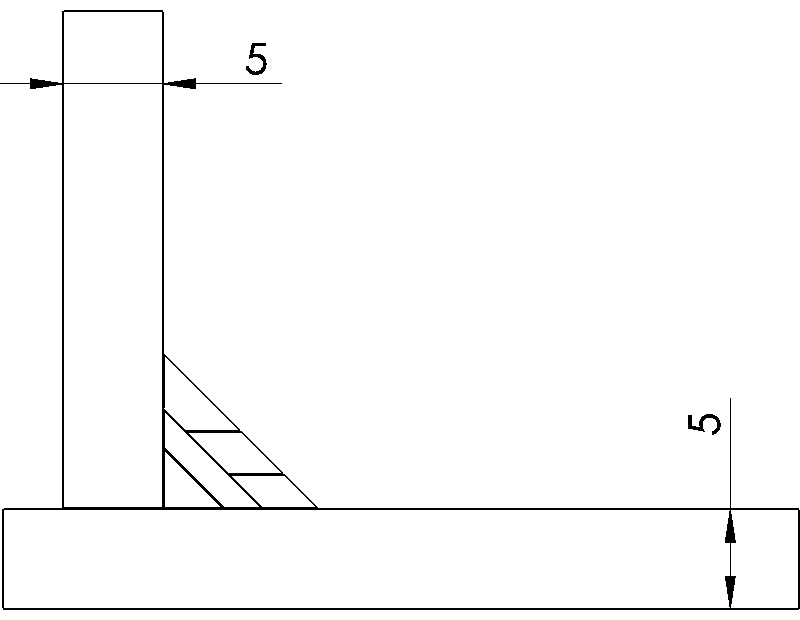
溶接
V型突合せ溶接と隅肉溶接に成功している溶接準備とTIG/GTAW設定の例を以下に示します。 Kanthal APMTの薄板の溶接には、低電流が適しています。 これらの溶接は、250±50°C (480±90°F)に予熱して行われ、接合部の応力が850°Cで緩和されるまで1時間保温されました。 シールドガスとして純アルゴンをお勧めします。 ガスにCO2またはNOが添加されていないことが非常に重要です。
|
パス |
電流 [A] |
電圧 [V] |
極性 |
移動速度 [mm/分] |
シールドガス |
|
ルート |
75~95 |
12~14 |
DCEN |
15~30 |
Ar 99.99% |
|
2~3 |
150~175 |
13~16 |
DCEN |
40~70 |
Ar 99.99% |
|
4+ |
150~175 |
13~16 |
DCEN |
75~110 |
Ar 99.99% |
|
パス |
電流 [A] |
電圧 [V] |
極性 |
移動速度 [mm/分] |
シールドガス |
|
1 |
160~180 |
13~16 |
DCEN |
70~100 |
Ar 99.99% |
|
2+ |
160~180 |
13~16 |
DCEN |
70~100 |
Ar 99.99% |
溶接消費材
TIG/GTAW溶接の場合、ワイヤーØ1.6または2.4mmを使用できます。 ルートパスではØ1.6 mmが推奨され、後続パスでは1.6または2.4 mmを使用できます。
APMTを別の材料に溶接する場合、一般的には2つの材料のうちAPMTのほうが反応しやすいため、APMTとAPMTの溶接の場合のように溶接できます。
APMTから一般的ないくつかの合金への溶接で推奨される溶接材
| 溶接先 | 充填材 |
| カンタルAPMT | カンタルAPMT |
| ニッケルベース合金、600、601 | Kanthal APMTまたはExaton Ni72HP |
| 高合金オーステナイト系ステンレス鋼、310、353MA、253MA、800、HK40、HP | Exaton 25.20L |
| オーステナイト系ステンレス鋼、304、316、347 |
Exaton 25.20L |
| フェライト系ステンレス鋼、409、430、446 | カンタルAPMT |
| 炭素および低合金鋼 | OK Autrod 12.64 |
予熱
250 ± 50 °C (480 ±90°F)まで予熱することをお勧めします。 可能であれば、直火/トーチによる予熱を避ける必要があります。それが唯一の選択肢である場合は、溶接部分の均一な温度分布を達成するのが難しいため、APMTの溶接は熟練した作業員が実施する必要があります。
必要に応じて、溶接作業中に溶接部分の温度を最低200°C (390°F)に保つように予熱を実施する必要があります。
溶接後熱処理 - PWHT
溶接直後に応力緩和を実施する必要があります。 溶接後熱処理が実施されるまで、溶接部分を200°C (390°F)より低い温度に冷却することはしないでください。 パラメーターについては、「熱処理」を参照してください。 APMTからAPMTへの溶接の場合は、溶接部分の応力緩和と事前酸化を溶接後の熱処理と組み合わせて実施することをお勧めします。
初期清掃と溶接後清掃
溶接の前に、ジョイント面のグリースを除去する必要があります。 溶接後の清掃は、ステンレス鋼のブラシで機械的に行うことができます。
溶接部分で維持される強度
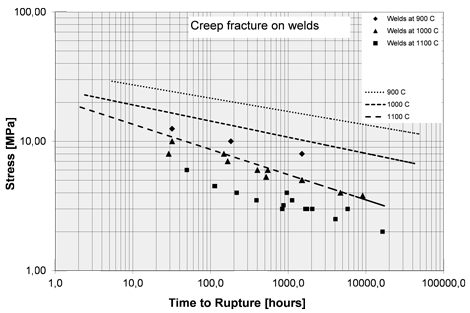
Kanthal® APMTは粉末冶金で分散強化された先進的な合金であり、溶接はこの材料の機械的および高温クリープ特性にマイナスの影響を与えます。 その理由は、粒子構造と分散が崩れることにあります。 図に示されているのは、Kanthal® APMT充填材を使用して行ったTIG溶接のクリープ強度の代表的データです。 たとえば1000°C (1830°F)における溶接破断強度は、影響をうけていない1100°C (2010°F)における材料の強度と同等です。
追加情報
これらのガイドライン/推奨事項は、高温に長時間さらしている間の酸化および腐食特性を考慮に入れています。 そのため、当社の推奨事項は構造溶接で使用される従来の溶接推奨事項とは異なる場合があります。 詳細なアドバイスについては、最寄りのKanthal販売代理店にお問い合わせください。